



At last October’s K 2019 show in Germany, an engineer from a large U.S.-based thermoformer asked why injection molding technology seemed to be so far ahead of thermoforming. While it is true that injection molded parts are produced at very high tolerances and thermoformed parts typically have some deviation, recent developments suggest thermoforming is not so far behind its injection cousins where technology advances are concerned. High speeds, automation, smarter process control, integrated vision systems, and better decoration techniques are becoming more common among practitioners of the “black art” of thermoforming. In fact, it might be time to retire that label.
This article highlights five areas of thin-gauge thermoforming where advances in technology are occurring at a fast pace, looking at the interplay of plastic materials, metal tooling, and production equipment. It is not meant to be comprehensive, and adoption is not uniform around the world. Like any specialized topic, the deeper you dig, the more details you find. There is a wide variety of applications in thermoforming that covers both heavy-gauge and thin-gauge processes.


Automation I: Part Handling
It is safe to say that when most thermoformers are asked about automation, they typically think of end-of-line solutions related to part removal. It is not, however, a one-size-fits-all answer. From simple A/B stacking mechanisms to robotic palletizing systems, there are a lot of ways for thermoformers to move parts. Perhaps the most common automation approach is to use a two-axis handling system where formed parts are clamped and broken from the web as part of the basic stacking system, then transferred via linear drives to a conveyor belt. The parameters for the stacking movements are set through a teach-in mode. Through optimization, speeds up to 40 cycles/min are possible with standard up-stacking motions. Other options include 180° or 90° rotations to create A/B stacks.
Once parts are stacked, they can be moved to final packing stations, which can be as simple as automated sleeving systems or as complex as fully articulated robotic arms that place entire stacks into pre-erected boxes. Of course, these machines are typically not “core” to the thermoforming process itself, but the ability to integrate downstream equipment is key to delivering a holistic solution. Signal exchange from the main machine to the automation equipment is relatively simple. Gerhard Zdebor of Austria-based HOT&T Consulting explains the connectivity: “The downstream component receives a signal from the thermoforming machine when the stacks need to be moved. On the other side, the thermoforming machine receives a signal from the automation in case of any malfunction. Because of the high volumes, it is important to build in a safety or buffer zone when the automation is stopped so that the thermoforming machine can continue to produce.”
Automation means more than just parts handling. Consider inspection and quality control, as well.
The labor savings associated with automation are well-understood in many industries. The economics vary across countries, regions, and market segments. Labor costs are perhaps the biggest driver of investment, but low-value-added items can restrict a CFOs willingness to implement automation.
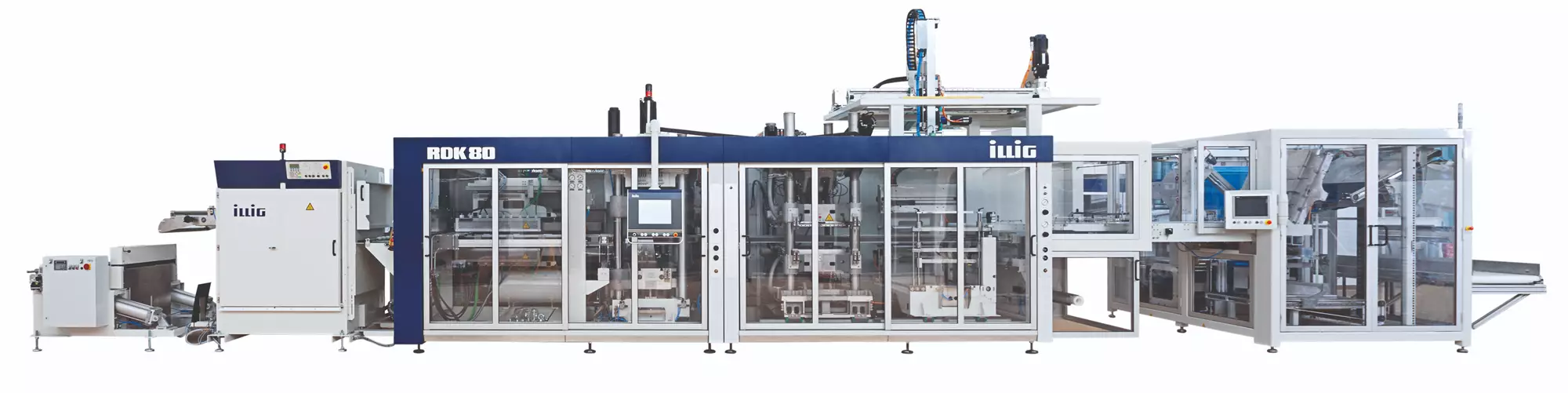
 Fully-automated thermoforming system with robotic stacking and automated sleeving station.
Fully-automated thermoforming system with robotic stacking and automated sleeving station.Automation II: Inspection & Quality Control
Automation is more than just parts handling, however. High-quality parts, or parts where high precision demands increased quality inspection and related costs, are manufactured on high-speed thermoforming lines with integrated cameras and rejection stations. In a globalized economy where commoditization is rampant, especially in packaging, it is not easy to justify investments that can adversely affect cost structures. Containers of thermoformed parts have been arriving on the West Coast from Asia for many years. Of course, not every product warrants perfection and “good enough” really is the standard for most disposable or single-use containers (the recyclability of which is another subject entirely). But when food safety or surgical requirements are involved, the game changes.
Up until recently, it was assumed that costs would outweigh the benefits of vision inspection systems in thermoforming. A true accounting of costs will include quality—e.g., reject rates, part failure, scrap rates. What is more difficult to measure, however, is reputational cost associated with bad lots. What is the cost of part failure on automated filling lines for baby food? Inspection systems provide greater awareness and visibility. That information, as a process-control tool, highlights where problems are. Reject rates most certainly increase initially, but the percentage of quality parts goes up over time. Identifying imperfections or flaws in parameters such as concentricity, flange thickness, and sidewall accuracy before parts are packed and shipped can substantially insure the bottom line. High-speed lines with up to 1400 cups/min can separate, convey, inspect, and restack parts.
Improved Productivity: Software & Process Control
At best, software is a productivity-enhancing tool. At worst, it creates additional work and frustration for users. Generally speaking, we have to adapt our behaviors when we adopt new software. Part of that K 2019 show conversation involved elements of process control, specifically a closed-loop system whereby changes in sheet temperature or plug-assist force lead to automatic adjustments in machine parameters. This can be categorized as software that improves how the machine operates, or making the machine more intelligent. Dynamic optimization of machine settings takes this a step further. After the operator enters the product data (part dimensions, material type and thickness), the machine can automatically calculate heating and forming parameters.
Consider both software that improves how the machine operates and software that improves the productivity of the user.
Creating networks between machines and manufacturing extension systems (MES) is a known best practice and is getting more attention under the rubric of Industry 4.0. With 1-ms control for input parameters now possible, exporting data to csv files can create a surfeit of data. Yet separating the signal from the noise is a critical first step in assessing data. The advent of “Big Data” means that we have a lot more information available, but not necessarily more time in which to analyze it. This has important implications for operators and staff, too, as training in data science becomes more relevant. Remote access or remote monitoring of equipment, recording and archiving of machine or tool settings, order management, and FDA- or GMP-compliant time-stamped data sets for audit purposes are some of the new functions and benefits of connected systems. These can be categorized as software that improves the productivity of the user.
The advent of “Big Data” means that we have a lot more information available, but not necessarily more time in which to analyze it.
Infrared scanning of sheet, either spot-based or line-based, has been used intermittently for at least 15 years, but with the arrival of improved data visualization tools, the technology is finding greater acceptance. There is, however, an alternative school of thought that calculates plug-assist or pre-stretcher power control—i.e., force required—with a central recording of the material's surface temperature across the entire sheet width. In order to keep process times constant, valve actions are monitored and, when necessary, the process parameters will automatically adjust to compensate for switching time.
The vast majority of machinery today runs on servo-driven platforms, primarily in chain indexing, press movements, and part-removal systems. A servo drive generates energy during braking since it works like a generator. Usually, this braking energy is discharged to the surroundings as heat. Feed-back drive technology means the energy generated by the brakes flows into the intermediate circuit storage (battery). The drive controllers are connected to this circuit, allowing the energy to be used for a different servo drive.
Materials Matter: Tooling Technology
Tool cost and turnaround time are often touted as key benefits of the thermoforming process, in both heavy- and thin-gauge sectors. It is still common practice for some thermoformers to manufacture their own tooling in-house. Before delving into actual tool technology, it is important to note that toolmakers have benefited from advances in CNC technology. Gone are the old manual lathes and Bridgeport presses.
American, German, and Japanese equipment dominate the machine-tool sector. Lights-out automation allows greater flexibility in scheduling and reduces the need for operator oversight. Surface finishing has been improved, adding further time and labor savings for tool shops. From the extrusion sector, changes in CPET and CPLA material formulations have led to new tools that eschew oil-heated dual-stage molds in favor of electrically heated single-stage molds.
Increased use of aluminum tooling increases speeds through reduced weight and faster cooling.
Major developments in tooling technology can be categorized as follows: choice of materials, air flow, and water flow. The increased use and acceptance of aluminum has helped to boost speeds through better temperature management and weight reduction, leading to faster machine movements. Cooling is up to 7x faster with aluminum tools. The use of closed water systems with minimum seals, corrosion-resistant materials, and optimized water pressure enable a wide temperature window with reduced condensation, a “no sweat” effect. With trim-in-place tooling in particular, independent clamp-ring pressure and individual downholder cooling allow highly precise and repeatable parts.
Tim Douglas, scientific technician at PinnPack Packaging, Oxnard, Calif., sees important benefits in experimenting with tool coatings. “From simple hard anodizing to PTFE coatings that allow release of undercuts for stripping, coatings help to increase tool life and prevent wear,” he says. “Some of the higher-end coatings from Endura Coatings or Sun Coating Co. add material-specific protection. When running CPET, for example, there are coatings for the plugs and the cavities for better release and reduced friction.” All of these are FDA-, NSF- and USDA-safe.
Improved air-flow management, including air-save technology for faster filling and venting, and locating valves closer to the cavities, also help to increase production speeds. Tools can be outfitted with sensors to monitor strain, pressure, temperature. The newest tools from Germany are now being equipped with user-friendly NFC or RFID tags for full life-cycle documentation, alerting operators to maintenance requirements.
Integrated Decoration
The use of pre-printed sheet in thermoforming has been mastered for at least 25 years. A-B and A-B-A configurations, hinged clamshells, and candy striping can be run on most equipment today. Distortion printing can be effectively modeled in computer simulation tools such as T-Sim before going into production, where little more than sensor eyes are required to detect specific areas of the sheet. Secondary processes such as labeling, dry-offset printing, and digital printing offer high speeds, but they represent additional capital spending while increasing the system’s footprint.
 In-mold labeling for thermoforming offers high-quality decoration in a modular system, reducing costs and floorspace associated with downstream equipment.
In-mold labeling for thermoforming offers high-quality decoration in a modular system, reducing costs and floorspace associated with downstream equipment.
A key attribute of thermoforming is the ability to use materials to form parts with 100% barrier protection, usually in a structure like PP/EVOH/PP. Adding decoration to barrier films creates new avenues for part designers and product marketers, especially in mass-customization environments like supermarkets or specialty food stores. In-mold labeling for thermoforming (IML-T) offers considerable weight-reduction opportunities versus similar injection molding of labeled parts. Because the label is integrated into the forming process, IML-T reduces capital expenditures and floorspace, while providing a wider range of graphic options associated with label printing. And because the material is not preprinted, there is no gas emission from print colors during heating, and the skeletal sheet can be easily granulated for reuse without contamination.
The latest developments in IML-T now include the ability to make labels from polymer substrate, paper, or even cardboard. Recycling concerns—especially sortation—are driving the need for packages that can be easily separated when using two or more materials.
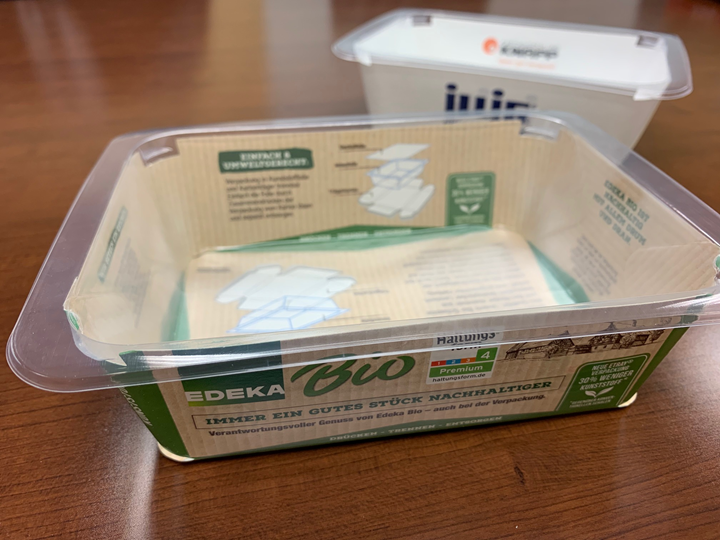 Demands from recyclers are driving increased adoption of packages where different materials can be easily separated.
Demands from recyclers are driving increased adoption of packages where different materials can be easily separated.ABOUT THE AUTHOR: Conor Carlin is the managing director of Illig L.P., the North American subsidiary of Illig Maschinenbau GmbH & Co., a German producer of thermoforming, tooling, and packaging systems. A member of SPE since 2000, he serves as editor for SPE Thermoforming and Recycling Division publications. In 2017, he was elected to the SPE Executive Board as v.p. of marketing and communications. Contact: (617) 997-3448; conor.carlin@illigusa.com; illig.de.
















Related Content

Ingenuity Is Part of This Former’s Name, and in Its DNA
Plastic Ingenuity started in a garage in 1972 and through a commitment to developing best-in-class products stands today as one of the largest custom thermoformers in the world.
Read More
US Merchants Makes its Mark in Injection Molding
In less than a decade in injection molding, US Merchants has acquired hundreds of machines spread across facilities in California, Texas, Virginia and Arizona, with even more growth coming.
Read More
Novel ‘Clamtainer’ Extends Thermoformer's Reach in Packaging
Uniquely secure latching expands applications for Jamestown Plastics’ patented clamshell package design.
Read More
Thermoformed Container Keeps Battery Cells Safe
Despite last-minute design changes and other unexpected roadblocks, thermoformer TriEnda works with a key supplier on innovative reusable shipping container.
Read MoreRead Next

Progressive Injection Molder Pioneers in Thermoforming IML
When you’re a successful injection molder with more than 40 years under your belt and more than 50 presses producing 1.8 billion containers and lids for food-packaging containers annually, what do you do when you feel the time is right to expand?
Read More
Optimizing Thin-Gauge Sheet for In-Line Thermoforming
Processing thin-gauge sheet for in-line thermoforming poses unique challenges. Here’s how to cope with them.
Read More
Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More