
Now You Can Injection Mold Unpainted Automotive Soft Skins
New S-TPE for interior trim challenges slush molding and TPV competition.


Unpainted soft skins can now be produced by the familiar technology of injection molding in a little over 1 min, rather than waiting 4-5 min for slush molding.
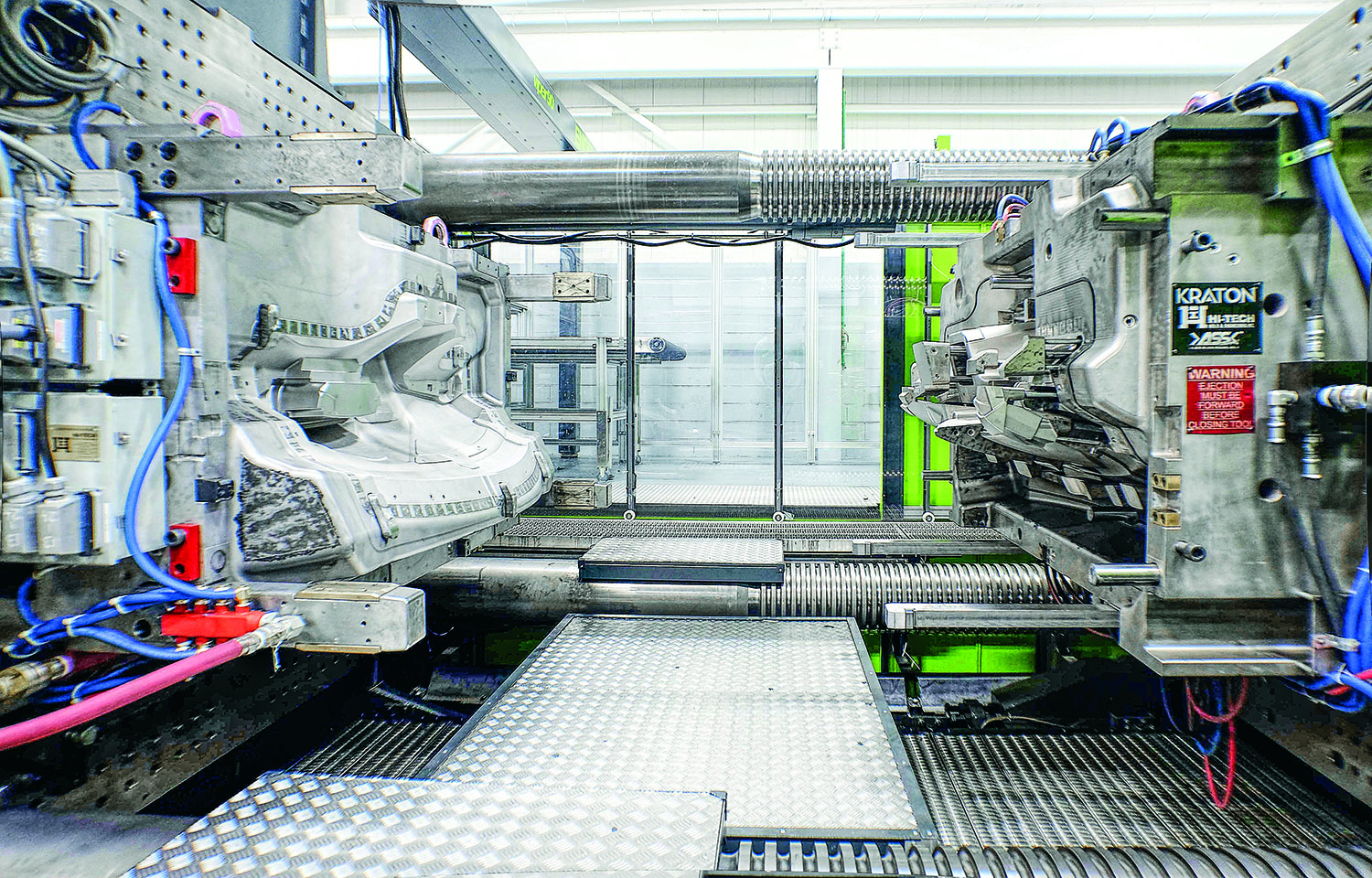
To prove the viability of its new IMSS technology to the automotive market, Kraton built an IP-skin tool mimicking a current slush-molded IP and conducted a molding demonstration in January on a 3000-ton machine at Hi-Tech Mold & Engineering.

To prove the viability of its new IMSS technology to the automotive market, Kraton built an IP-skin tool mimicking a current slush-molded IP and conducted a molding demonstration in January on a 3000-ton machine at Hi-Tech Mold & Engineering.


There’s a new way to make soft skins for automotive interior door panels, instrument panels, and consoles that is said to save considerable cost and weight compared with current methods such as slush molding or injection molding of TPV skins. Kraton Corp., Houston has developed new high-flow SEBS TPE materials that make it possible to injection mold ultra-thin (0.8-1 mm), lightweight soft skins that need no painting. These materials can be processed on existing standard equipment and are suitable for back-foaming or overmolding onto rigid PP substrates.
While Kraton has been presenting this new solution—which it calls injection molded soft-skin (IMSS) technology—to the auto industry for about a year in the form of 4 Å~ 6 in. plaques, the firm took a major step forward in January by inviting automotive OEMs and Tier 1 and 2 molders to a demonstration of injection molding a full-sized instrument-panel (IP) skin, using a tool Kraton commissioned to prove its point. The mold duplicates the A surface of a commercial slush-molded skin for a Ford Fusion. The mold was built by Hi-Tech Mold & Engineering, Rochester Hills, Mich., and was run on a 3000-ton Engel press at Hi-Tech’s prototyping and tryout facility.


CHALLENGES CURRENT PROCESSES
According to Joe Schulcz, Kraton automotive market manager, the “workhorse” process for molding soft skins today is slush molding of PVC. The first slush-molded Kraton TPE applications are just now approaching commercialization. The biggest limitations of slush molding are that it is a specialized technology that is much less widely distributed than injection molding, and it is relatively slow, with cycle times of 4-5 min and sometimes longer. Kraton demonstrated IP-skin molding in 72 sec, and hopes to get that down below 1 min. The difference translates into a major cost advantage for Kraton IMSS.
Another advantage important to the auto industry is weight savings. Slush molded PVC has density of 1.2 g/cc, vs. 0.9 for S-TPE. That amounts to a 25% weight savings from density alone, which increases to 30% or more when you consider thin-walling, Schulcz notes. Slush molded PVC skins are 1.1-1.2 mm thick, while Kraton IMSS skins potentially could be 1 mm or less. Schulcz considers this to be a major advance: “Achieving 1 mm or thinner walls in parts measuring 25-28 ft2 is a disruptive technology,” he states.
And there’s another benefit to consider. A unique aspect of Kraton IMSS is that it achieves high flow with low oil content (<5%). Up to now, such a high-flow S-TPE would require 30-50% oil loadings, which would result in bleeding and visible weld lines (not to mention odor and VOCs).
High oil content would require painting to cover such blemishes, as is the case with TPV skins, according to Schulcz. Kraton IMSS eliminates the need for paint and also reportedly improves aging, fogging, VOC and odor performance relative to slushmolded vinyl.
All this is made possible by two new high-flow Kraton SEBS resins. Whereas typical SEBS grades have MFIs in the range of 1 to 30, new Kraton MD6951 is 48 MFI and Kraton MD1648 is 200 MFI. Kraton developed IMSS compound recipes with these resins that have 500 MFI at 230 C (446 F). Schulcz says Kraton aims to supply the base SEBS resins to its compounding customers, who will supply fully formulated IMSS compounds to the automotive market.
He adds that his company has some injection molding know-how to offer to customers, too. The materials offer a “reasonably wide process window,” Schulcz says, though such very high flow requires some precautions to control flash, for example.








Related Content

Medical Manufacturer Innovates with Additive Manufacturing and Extrusion Technology Hubs
Spectrum Plastics Group offers customers two technology hubs — one for extrusion, the other for additive manufacturing — to help bring ground-breaking products to market faster.
Read More
Molder Opts for Machine Flexibility for Complex Jobs
AE Plast opted for tiebarless multimaterial Engel victory machines as it took on complex parts for the appliance and power tool market, including a 3K housing for Dremel’s rotary tool.
Read More
New CRM Streamlines Quoting for Automotive Molder
Eliminating the need to contact each supplier for every individual quote, a new CRM for automotive supplier Axiom Group tracks past quotes as well as industry history to generate fast, reliable RFQs and more.
Read More
Custom Injection Molder Plugs into All Electric Machines
Formerly a showroom for early-aughts-era Van Dorn hydraulics, the newest additions to Drummond Industries’ transforming fleet are all-electric Niigata injection molding machines.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More