
What's the Allowable Moisture Content in Nylons? It Depends: Part 2
Operating within guidelines from material suppliers can produce levels of polymer degradation. Get around it with better control over either the temperature of the melt or the barrel residence time.
.jpg;width=70;height=70;mode=crop;format=webp)

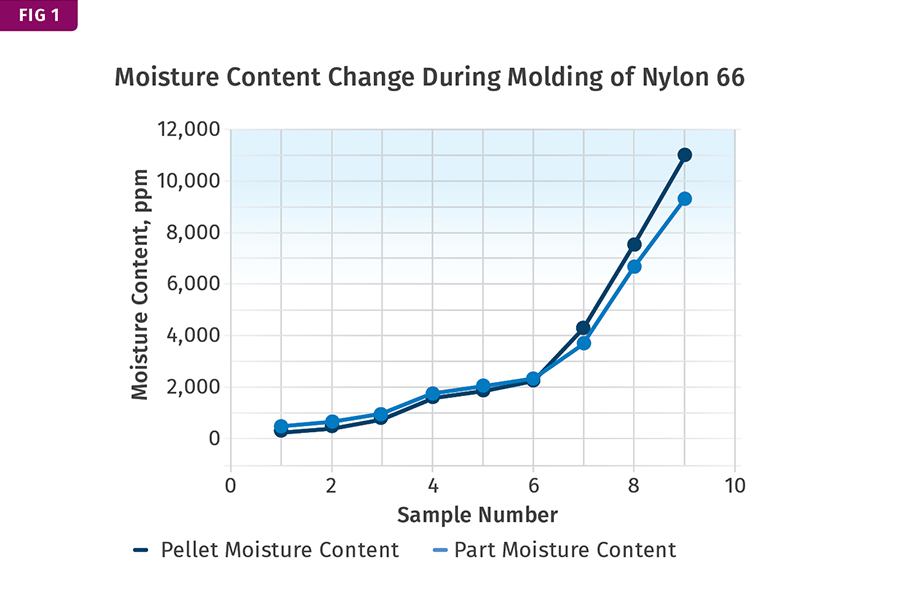
Where does the moisture in the nylon go during the molding process? As shown in this study, the answer is nowhere; it stays in the pellet.
Last month, we covered the results of a study that examined the correlation between moisture content in a nylon raw material and the outcome of changes in average molecular weight. The results show that operating within guidelines published by the material suppliers can produce levels of polymer degradation that cause product failures.
But there is a way out of this problem, and it involves exercising an improved level of control over either the temperature of the melt or the barrel residence time. This was done as part of this study and the results are revealing.


The evaluation of the parts molded at 570°F (299°C) — even with a moisture content of 0.114%, coupled with a residence time of seven minutes — showed an excessive reduction in average molecular weight as determined by intrinsic viscosity measurements. Good results were not obtained until the moisture content of the raw material was reduced to 0.06%. The concern here is that it may not be reasonable to reach these reduced moisture content levels on a consistent basis.
But a study was also conducted on the effects of moisture content in combination with lower melt temperatures and even an extended residence time. The melt temperature was reduced to 530°F (277°C) and at that reduced temperature parts were molded using the same 0.20% moisture content, which produced significant degradation at the higher melt temperature. At the lower melt temperature, the intrinsic viscosity tests showed less than a 2% reduction. Increasing the residence time from seven minutes to 10 minutes did not alter this outcome.
The Problem With Running Too Hot
This study illustrates a common problem that exists in the world of processing, particularly injection molding: the use of melt temperatures that are higher than necessary and place greater stress on the integrity of the raw materials. The melting point of nylon 66 is 500°F (260°C). This raises the question regarding the selection of a melt temperature of 570°F (299°C). In this particular study, there was no need for this elevated temperature to facilitate mold filling. The plastic pressure required to fill the mold did increase by about 25%, but was still well below the maximum available pressure on the machine.
In addition, areas of the part that contained some tricky shutoffs were exhibiting some flash at the higher melt temperature and this disappeared when the melt temperature was reduced. And then, of course, there are the economic considerations. Adding 40°F (22°C) of temperature to the melt requires additional energy. At the same time, it takes longer to cool the material to a temperature where it can be demolded, thus adding unnecessarily to the cycle time. So, there are multiple reasons for carefully selecting the melt temperature used to produce any part, and this is particularly important when processing materials that are susceptible to hydrolysis.
Using melt temperatures higher than necessary places greater stress on the integrity of the raw materials.
If molecular weight preservation in nylon is an interaction between moisture content, melt temperature and residence time, it is reasonable to inquire about material supplier recommendations for a maximum moisture content. The accepted value for unfilled nylon 66, for example, is 0.20% (2,000 ppm). How do we know this is the number? As it turns out, we have performed studies that confirm this number. These studies involve measuring the moisture content of the raw material as it enters the molding process and then measuring the moisture content of the corresponding molded parts.
There is a lot of mythology about what is happening in the barrel as the material melts and is conveyed forward to become the shot that produces the part. One myth is that some of the moisture in the pellets is removed from the system during melting and plastication, and exits through the feed throat. But in a study that we conducted, it exposed that misconception.
Where Does the Moisture Go?
We molded different samples of an unfilled nylon 66 at moisture contents ranging from a low value of 270 ppm (0.027%) to a high of slightly over 10,000 ppm (1%). Of the various samples, five moisture contents were below 2,000 ppm (0.20%), one was exactly at 2,000 ppm and three samples contained moisture content values above 2,000 ppm. The corresponding moisture content values for the parts molded from each of these samples were somewhat surprising. These results are shown in the accompanying figure (above).
Notice that for all the raw materials with moisture content values below 2,000 ppm the moisture content of the molded parts produced from those raw materials is nearly the same as that of the raw material. In fact, a close examination of the data points shows the moisture content in the molded parts is slightly higher than that of the associated raw material. This can be explained by the mechanism of solid-state polymerization which we referred to in the previous article.
Nylon, when exposed to elevated temperatures while in a very dry state, will build molecular weight. This reaction also produces a small amount of additional water as a byproduct, and this additional water remains in the molded part. So, the idea that moisture is “squeezed out” of the pellets and exits through the feed throat is not supported by this data. In fact, the answer to the question, “Where does the moisture in the nylon go during the molding process?” is that it does not go anywhere. It stays in the material.
As the moisture content of the raw material samples increased toward 2,000 ppm, the difference between the moisture content of the raw material and the molded parts becomes progressively smaller, and at 2,000 ppm, there is no statistically significant difference between the moisture content of the pellets and the parts. However, notice that once the moisture content exceeds 2,000 ppm, the relationship between raw material and molded parts changes. Now the moisture content in the molded parts is less than that of the corresponding raw material, and the differential becomes greater as the moisture content of the raw material increases.
Nylon, when exposed to elevated temperatures while in a very dry state, will build molecular weight.
It is tempting to again invoke the notion of moisture exiting through the back end of the screw and out through the feed throat. But the other interpretation — which is supported by observations of reduction in the average molecular weight of the polymer — is that the moisture content in the parts is reduced because the excess moisture has been consumed by the chemical reaction that hydrolyzes the polymer. Molecular weight measurements for all the samples in this study confirmed that the average molecular weight remained satisfactory for all samples where the moisture content of the raw material was at or below 2,000 ppm.
However, it became excessive once the samples reached the 4,000-ppm level. That region between 2,000 and 4,000 ppm can be thought of as a sort of gray zone where the survival of the material will depend upon those other two parameters — melt temperature and residence time. Just this month, we evaluated some parts molded in an unfilled nylon 66 that had a documented moisture content of 4,000 ppm. The comparison of the molecular weight of the pellets and the parts showed that the material had survived very well. But this was dependent upon excellent control over the other two processing variables.
ABOUT THE AUTHOR: Michael Sepe is an independent materials and processing consultant based in Sedona, Arizona, with clients throughout North America, Europe and Asia. He has more than 45 years of experience in the plastics industry and assists clients with material selection, designing for manufacturability, process optimization, troubleshooting and failure analysis. Contact: 928-203-0408 • mike@thematerialanalyst.com








Related Content

Prices for All Volume Resins Head Down at End of 2023
Flat-to-downward trajectory for at least this month.
Read More
The Fantasy and Reality of Raw Material Shelf Life: Part 1
Is a two-year-old hygroscopic resin kept in its original packaging still useful? Let’s try to answer that question and clear up some misconceptions.
Read More
What is the Allowable Moisture Content in Nylons? It Depends (Part 1)
A lot of the nylon that is processed is filled or reinforced, but the data sheets generally don’t account for this, making drying recommendations confusing. Here’s what you need to know.
Read More
Prices of Volume Resins Generally Flat or Lower
Exceptions in early March were PP and PS, which moved up solely due to feedstock constraints, along with slight upward movement in PVC and PET.
Read MoreRead Next

Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More