
What is the Allowable Moisture Content in Nylons? It Depends (Part 1)
A lot of the nylon that is processed is filled or reinforced, but the data sheets generally don’t account for this, making drying recommendations confusing. Here’s what you need to know.
.jpg;width=70;height=70;mode=crop;format=webp)



Nylon polymers have been around for almost 90 years. Early in their history, it was recognized that these materials were susceptible to hydrolysis, a chemical reaction where chemical bonds are broken by the action of water. The bonds that are broken in nylons are in the polymer backbone, resulting in reductions in molecular weight and an associated loss in mechanical performance.
The accompanying figure shows a short segment of a nylon 66 chain and indicates the chemical bond in the material which is vulnerable to hydrolysis. In a typical commercial nylon material, there will be approximately 100 of these sensitive locations in each chain, and it is only necessary to break one or two of them to create problems. This results in the well-known requirement that melt processing of nylons must be preceded by drying the material.


Whenever drying is required, recommendations are made by the material suppliers regarding the amount of moisture that can remain in the material while still producing parts that retain the desired properties. An examination of these guidelines leads to some puzzling results. This arises from the fact that a large percentage of the nylon that is used is filled or reinforced with glass fiber, carbon fiber or a mineral filler. Aliphatic nylons offer a remarkable range of properties; however the mechanical properties of an unfilled nylon decline by 75-80% as the temperature increases from room temperature to 90°C.
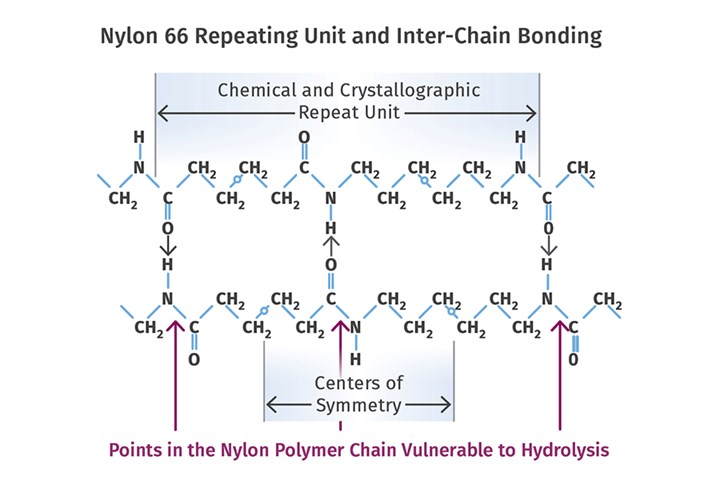
A short segment of a nylon 66 chain indicates the chemical bond in the material that is vulnerable to hydrolysis. In a typical commercial nylon material, there will be approximately 100 of these sensitive locations in each chain, and it is only necessary to break one or two of them to create problems.
Because these materials have relatively high melting points, they can be used across a broad range of elevated temperatures if the polymer is properly stabilized against oxidation. But the degree of decline in mechanical performance is not always manageable. Adding the fillers and reinforcements mitigates this decline in mechanical properties. Glass fiber is the most commonly used constituent, with additions of 20-40% common, although grades with 60% glass fiber are available.
This introduces a question about how the presence of the glass fiber influences the recommendations for maximum moisture content required for successful processing. An examination of published data that addresses the question of a maximum acceptable moisture content should raise questions, but often it does not. Referring to a data sheet for an unfilled nylon 66, the guidance is that the moisture content should be 0.20% or less. A data sheet from the same supplier for a 50% glass-filled nylon 66 cites the exact same value of 0.20%. But there is a problem because the glass fiber does not participate in the moisture absorption process. Therefore, there should be some adjustment of the acceptable moisture content that proportionally accounts for the presence of the glass.
One of these numbers must be wrong. If it is true that an unfilled nylon cannot be processed with moisture contents that exceed 0.20%, then the polymer in a 50% glass-filled nylon with 0.20% actually contains 0.40% moisture in the polymer fraction. This would be considered excessive moisture and would doom the molding process to failure.
The other possibility is that the number of 0.20% for the 50% glass-filled grade is correct and that the unfilled material can therefore be molded with moisture content values as high as 0.40%. Using the same number for all the various grades of unfilled and filled material cannot be correct. But published documents with the letterhead of a major resin supplier are still given great credence by much of the industry and are sometimes even translated into specifications for appropriate processing.
It is instructive to look at the result of following these published guidelines. A data sheet for a 43% glass-filled nylon 6/6 provides the standard guidance that a moisture content of up to 0.20% represents an acceptable condition for processing. In addition, the recommended melt temperature range for this material is 545-581°F (285-3056°C) with a stated optimum of 563°F (295°C). A simple calculation based on the glass content would lead to the conclusion that if 0.20% is the correct number for an unfilled nylon 6/6, then the appropriate maximum value for this filled material would be 0.114% (0.20% × 57%).
Even material that has been dried to an appropriate moisture content can still be degraded by excessive heat and time in the melt.
However, the processor molding the material for a particular application stood by the published processing recommendations, controlling the moisture content to 0.20% and running a melt temperature of 570°F (299°C). But the parts they were producing were failing. When the average molecular weight of the polymer in the pellets and the failing parts was measured, the molded parts exhibited a 20% decline in intrinsic viscosity when compared to the pellets. Reductions that exceed 7% are considered to represent an excessive loss in the average molecular weight of the polymer. This accounted for the observed loss in mechanical properties, particularly impact resistance.
As we have discussed previously, molecular weight preservation during melt processing is not just about control over moisture content. The polymer responds to a combination of conditions that include moisture content, melt temperature and residence time. Many studies have been done that have shown that even material that has been dried to an appropriate moisture content can still be degraded by excessive heat and time in the melt. By the same token, material that contains higher-than-desirable moisture content can survive if these other two parameters are well controlled.
What the Study Showed
A study performed on this application proved this. After determining the parts being molded with a moisture content of 0.20% and a melt temperature of 570°F (299°C) coupled with a barrel residence time of seven minutes were significantly degraded, the material was dried to the 0.114% level. The intrinsic viscosity decline from pellets to parts improved from 20% to 10%. This was still not the desired outcome, but the improvement was substantial and the parts molded in this fashion were functionally capable of withstanding the application stresses. Further drying to a moisture content of 0.06% produced parts in which the intrinsic viscosity of the molded parts actually went up about 1% and, of course these performed even better.
The increase in intrinsic viscosity is a result that often perplexes people who take the time to perform these tests. However, it is a common phenomenon in many condensation polymers, including nylons and polyesters. It is due to a process known as solid-state polymerization, where the polymer chains can be extended through exposure to elevated temperatures such as occur during drying. This study showed that by drying to a lower moisture content, it is possible to keep the average molecular weight of the polymer essentially constant, while operating at the moisture content recommended on the data sheet produced nonfunctional product.
There should be some adjustment of the acceptable moisture content that proportionally accounts for the presence of the glass.
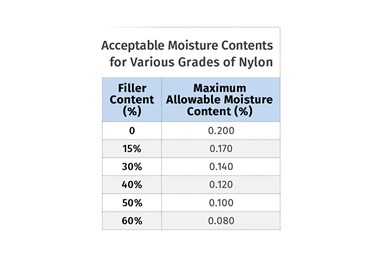
The industry needs to catch up with this realization. It can be shown through these types of studies that for an unfilled nylon a moisture content of 0.20% is appropriate if the other two parameters of melt temperature and barrel residence time are properly controlled. But this same 0.20% value for filled nylons is not workable and can result in serious performance deficiencies in the molded parts. An appropriate moisture content can be calculated by simply multiplying the acceptable value of 0.20% for the unfilled nylon by the percentage of the compound that is polymer as shown in the table below.
As we will see in the second part of this discussion, it is possible to operate at these higher moisture contents prescribed on the data sheets, but to do so successfully it is necessary to adjust the other two processing parameters that we have discussed, melt temperature and residence time.
ABOUT THE AUTHOR: Michael Sepe is an independent materials and processing consultant based in Sedona, Arizona, with clients throughout North America, Europe and Asia. He has more than 45 years of experience in the plastics industry and assists clients with material selection, designing for manufacturability, process optimization, troubleshooting and failure analysis. Contact: (928) 203-0408 • mike@thematerialanalyst.com

Related Content

Prices of Volume Resins Generally Flat or Lower
Exceptions in early March were PP and PS, which moved up solely due to feedstock constraints, along with slight upward movement in PVC and PET.
Read More
Lanxess and DSM Engineering Materials Venture Launched as ‘Envalior’
This new global engineering materials contender combines Lanxess’ high-performance materials business with DSM’s engineering materials business.
Read More
Tracing the History of Polymeric Materials, Part 26: High-Performance Thermoplastics
The majority of the polymers that today we rely on for outstanding performance — such as polysulfone, polyethersulfone, polyphenylsulfone and PPS — were introduced in the period between 1965 and 1985. Here’s how they entered your toolbox of engineering of materials.
Read More
What's the Allowable Moisture Content in Nylons? It Depends: Part 2
Operating within guidelines from material suppliers can produce levels of polymer degradation. Get around it with better control over either the temperature of the melt or the barrel residence time.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More