
Let's Take a Journey into the World of Molding Thermosets – Part 1
There are many fundamental differences between thermosets and thermoplastics, from the way raw materials are furnished to the molder and the process in which parts are molded.
.jpg;width=70;height=70;mode=crop;format=webp)


For much of my career as a processor, I was fortunate to work for a company that molded both thermoset and thermoplastic materials. The company was founded in 1941 and, for the first 10 years of its history, it ran parts primarily in phenolic, the original synthetic polymer and a material with a remarkable and underrated property profile. As a greater variety of thermoplastics emerged in the 1950s and early 1960s, much of the attention shifted to these new materials, and my company opened a second facility dedicated to running these materials.
A walk through the two plants would reveal some fundamental differences in the way these two classes of materials are processed. Molding of thermoplastic materials is comparatively straightforward in that there is no difference between the chemistry of the raw material and that of the resulting molded part. The raw material delivered to the molding plant is chemically complete; a fully formed polymer of a desired molecular weight with the appropriate additives. If desired, certain fillers and colorants may be incorporated into the pelletized product.


The process then involves heating the material to an appropriate temperature so that a viscosity can be achieved that enables the mold cavity or cavities to be filled and packed, after which the material is allowed to cool before the mold is opened and the parts are ejected.
Sometimes this process is preceded by drying the raw material. If all goes well, the composition and molecular weight of the polymer in the raw material and the molded part will be comparable. In our facility, the process of choice was injection molding. But melt processing can also involve extrusion, blow molding and a variety of other approaches.
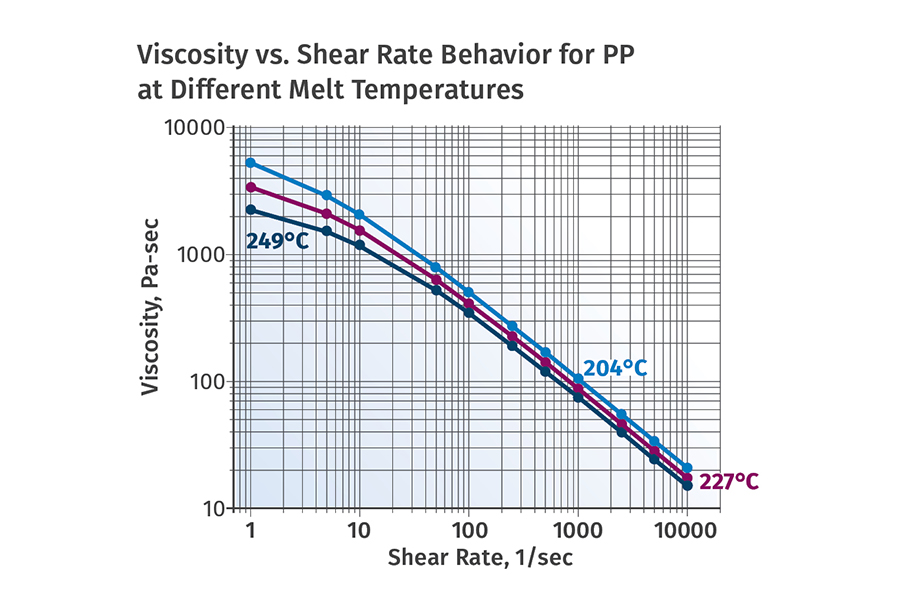
Shear rate is a function of flow rate and the size of the flow path, and higher shear rates produce a substantial reduction in melt viscosity, as depicted here.
The thermoset plant looks very different. First, most of the presses, especially in the early days, were not injection molding machines. Instead, they were vertical platen systems without an injection unit — compression molding machines, where raw material is placed into the stationery bottom half of the mold and the closing of the mold then distributed the material into the cavity or cavities. Alternatively, the machines were hybrids that employed a “pot” that holds raw material that is then injected into a closed mold using a plunger, a process known as transfer molding. In addition, these raw materials were not pelletized. Instead, they were powders consolidated into pucks or they were soft, pliable materials, supplied in bulk or in sheet form.
A closer look reveals additional differences. For thermoplastic molding, the barrel that is used to deliver the material to the mold is heated and the mold is plumbed with water lines that remove the heat from the injected material and enable the solidification of the polymer in the mold. In the thermoset plant, the raw material is kept at a relatively low temperature until it reaches the mold and the mold is heated to a very high temperature, usually with steam, hot oil or electric cartridges.
This difference in material handling is fundamental to the processing requirements for thermoset materials. The raw materials, as provided to the molder, consist of a low molecular weight prepolymer, the appropriate fillers and additives, and a catalyst that is designed to initiate a chemical reaction which crosslinks the material into the three-dimensional network that, once formed, cannot be remelted. These catalysts are activated by heat, therefore the exposure to elevated temperatures should not happen until the material reaches the heated mold. Therefore, the thermoset molding process includes a chemical reaction that changes the structure of the material while the part is being molded.
How Thermosets and Thermoplastics Differ
This difference in the behavior of thermosets and thermoplastics during processing is fundamental to the approach of managing process control for the two classes of materials, particularly as it relates to viscosity.
Thermoplastics follow the familiar rules of non-Newtonian fluids. Viscosity declines with increasing temperature once the material is in the molten state, and it is also influenced by the effects of the shear rate applied to the material. Shear rate is a function of flow rate and the size of the flow path, and higher shear rates produce a substantial reduction in melt viscosity, as shown in Figure 1. The viscosity remains relatively low for most of the mold filling process and then, as solidification begins in the cavity, the viscosity will begin to increase. But ideally, most of the solidification process occurs after the mold cavity is full and, once the cycle is complete, the polymer has simply returned to the state represented by the raw material.
This difference in material handling is fundamental to the processing requirements for thermoset materials.
The process of viscosity development is more complex in thermosets as shown in Figure 2. In this graph, the viscosity is measured in a torque rheometer in terms of the load on the instrument. The material enters the process as a low-viscosity thermoplastic and, in the early stages of processing, there is a small decline associated with mild heating of the material. However, as the elevated temperature of the mold initiates the crosslinking process, the viscosity increases rapidly. At some point, the viscosity rises to a point where the material will no longer flow. This is often referred to as the gel point, and is approximately indicated in Figure 2 by the point denoted as Tc10.
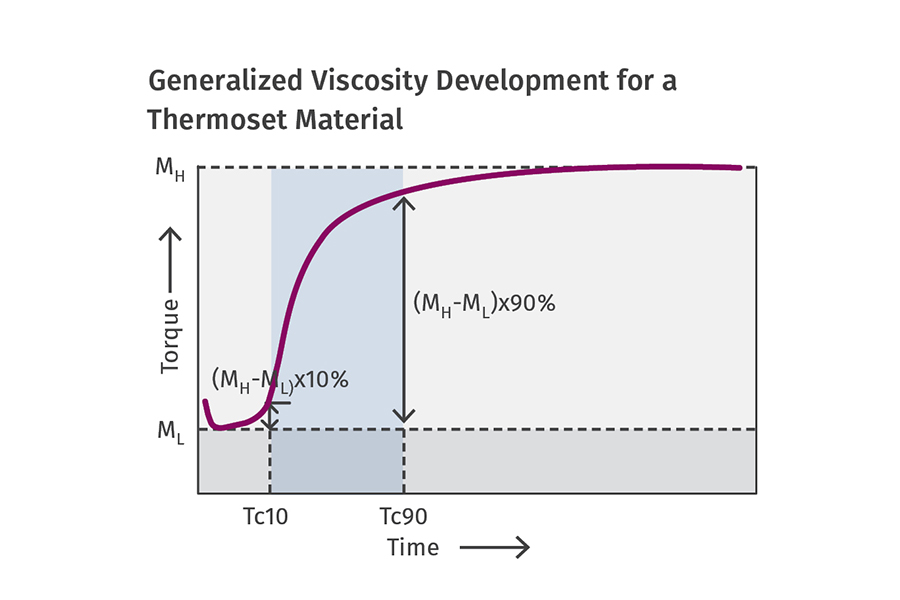
Here, the viscosity is measured in a torque rheometer in terms of the load on the instrument. The material enters the process as a low-viscosity thermoplastic and in the early stages of processing there is a small decline associated with mild heating of the material. However, as the elevated temperature of the mold initiates the crosslinking process, the viscosity increases rapidly. At some point, the viscosity rises to the gel point where the material will no longer flow (denoted as Tc10).
There are different methods for identifying this point quantitatively, but the practical significance of this event is that the mold cavity should be filled before this point is reached, because continued mold filling will be difficult if not impossible beyond this point regardless of how much pressure is applied to the material. The final viscosity of the properly crosslinked material can be 10 to 100 times higher than the viscosity of the material that entered the process.
Often, a crosslink density that constitutes 90% of what is theoretically achievable is considered to be a desirable condition that ensures good performance of the molded part and is indicated by the point identified as Tc90. The profile of this cure development is dependent upon both time and temperature. Higher temperatures will produce a lower minimum viscosity and a faster cure time.
If the cure time is shorter than the time required to fill the mold, this can result in impeded flow, poor weld line strength and cosmetic defects. While elevated viscosity is the cause for these defects in both thermoplastics and thermosets, the remedies can be very different. For thermoplastics, the premature development of an unmanageably high viscosity typically requires an increase in melt or mold temperature. In thermosets, the same strategy can simply make the problem worse by producing a more rapid increase in viscosity.
In our next installment we will look more closely at the cure process and how it can be measured with tools that provide greater insight into the crosslinking process.
ABOUT THE AUTHOR: Michael Sepe is an independent materials and processing consultant based in Sedona, Arizona, with clients throughout North America, Europe and Asia. He has more than 45 years of experience in the plastics industry and assists clients with material selection, designing for manufacturability, process optimization, troubleshooting and failure analysis. Contact: 928-203-0408 • mike@thematerialanalyst.com








Related Content

Advanced Biobased Materials Company PlantSwitch Gets Support for Commercialization
With participation from venture investment firm NexPoint Capital, PlantSwitch closes it $8M bridge financing round.
Read More
Part 3: The World of Molding Thermosets
Thermosets were the prevalent material in the early history of plastics, but were soon overtaken by thermoplastics in injection molding applications.
Read More
Prices Up for PE, PP, PS, Flat for PVC, PET
Trajectory is generally flat-to-down for all commodity resins.
Read More
Prices of All Five Commodity Plastics On the Way Up
Despite earlier anticipated rollover in prices for most of the volume commodity resins, prices were generally on the way up for all going into the third month of first quarter.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More