
Let's Take a Journey Into the World of Thermosets: Part 2
Most thermoset molding processes still treat the mold like a black box where the curing process is invisible and mysterious, and nobody knows what is happening to the material until the mold opens. That just isn’t so.
.jpg;width=70;height=70;mode=crop;format=webp)



In last month’s installment, we briefly discussed using torque rheometry as a way of monitoring and measuring the change in the viscosity of a thermoset material as it goes through the process of softening, gelation and crosslinking. This is a useful tool for characterizing the curing process, evaluating lot-to-lot consistency, and capturing the effects of temperature on the curing profile.
But another tool offers even more insight into this process and captures the interaction between time and temperature as they both influence the process of establishing a crosslinked structure. This tool is dynamic mechanical analysis (DMA). It can be performed on a variety of instruments, including a parallel plate or a cone-and-plate configuration.


The raw material is placed between these two elements and then one side of the system undergoes a regular, periodic rotation while the material is heated. The periodic rotation enables the simple measurement of torque to be resolved into the elastic modulus measured in shear, referred to G’, and the viscous modulus, G”. These two properties can be used, in turn, to calculate a property known as tan delta (G”/G’) as well as the viscosity of the system. The complex viscosity, is expressed as:

Figure 1 shows a close-up view of the early portion of such an experiment, plotting the complex viscosity and tan delta of the material as a function of rising temperature. This focuses on the early stages of the change in the material as it is heated and the viscosity declines to a minimum value before turning higher as the crosslinking process begins. As the viscosity rises, tan delta declines rapidly, indicating the early stages of curing. Lower tan delta values are associated with a stiffer, more rigid and less compliant material.

FIG 1 Close-up view of the early portion of a DMA, plotting the complex viscosity and tan delta of the material as a function of rising temperature. Source: Mike Sepe
These experiments can also be run at constant temperatures to examine the effect that temperature has on the time required to reach a stable degree of crosslinking. These lab experiments can then be used to provide guidance for how to set the mold temperature in a manufacturing process so that parts with optimal structure and properties are obtained.
Figure 2 shows the results from such an experiment. In this case, an unsaturated polyester known as a bulk molding compound (BMC) was heated to three different temperatures and the viscous and elastic modulus of the material was monitored as the material crosslinked. Note that the vertical axes are plotted logarithmically to capture the very large change these properties undergo as curing takes place.
When the material is in the pre-cured state, the properties are dominated by the viscous fluid phase while the elasticity is the minor component. In this state, the material is soft and compliant, deforming readily under the influence of an applied force such as that supplied by a compression mold closing on a charge of the material placed into the tool. The reduction in viscosity associated with the heating in the mold enables the material to flow through the mold.
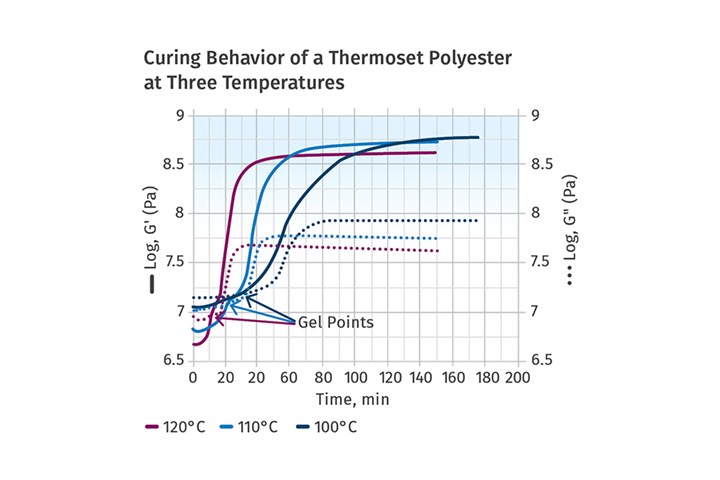
FIG 2 An unsaturated polyester known as a bulk molding compound was heated to three different temperatures and the viscous and elastic modulus of the material was monitored as the material crosslinked.
As heating continues, the crosslink structure begins to develop. This is indicated by an increase in both the elastic and viscous modulus. However, the elastic modulus increases more rapidly, indicating the material is increasing in stiffness and decreasing in its ability to flow as the viscosity increases. At some point, the two curves cross, and this crossover point is often referred to as the gel point. Many treatments of this behavior identify this crossover as the point where the viscosity become high enough so the material will resist continued flow.
Optimizing the molding process involves balancing the effects of the viscosity increase with the rate of crosslinking.
Research performed by Horst Henning Winter and colleagues between 1986 to 1991 defines this point in a much more sophisticated and precise manner. However, it is evident — regardless of which interpretation is used — that as the elastic phase becomes more dominant and the viscous phase becomes less of a factor, the viscosity will rise to a point where continued flow becomes impossible. The mold cavity should be full before this point is reached or the result can be incomplete fill, poor weld line strength, porosity and cosmetic defects sometimes referred to as hard spots.
Optimizing the molding process involves balancing the effects of the viscosity increase with the rate of crosslinking. If the mold temperature is too high and the rate of compound distribution is too slow, then the above mentioned problems may be the result. But if the mold temperature is too low, then the material may need to held in the tool longer to achieve the appropriate degree of crosslinking.
These crossover points are denoted in Figure 2 and it is evident that as the temperature the material is exposed to increases, the time required to reach this point decreases. Figure 3 plots the relationship between temperature and time of gelation, and this can be extrapolated to predict the effects of changing the temperature. But there is additional data that can be extracted from the curves in Figure 2.

FIG 3 The relationship between temperature and time of gelation can be extrapolated to predict the effects of changing the temperature.
The plateau value for elastic modulus is a relative indication of the degree of crosslinking, and it can be observed that this plateau is influenced by the curing temperature. While higher temperatures do produce faster achievement of a crosslinked structure, this rapid development of the rigid state can hinder molecular mobility in the later stages of curing, leading to a reduced level of crosslinking in the final product. This illustrates the intricate relationship between time and temperature on the final structure of the product. It is interesting to note the difference between the elastic modulus at the start and the conclusion of the experiments. For this material, the difference is almost two orders of magnitude or a factor of nearly 100.
In the late 1980s, an alternative technique for cure monitoring was developed known as dielectric analysis (DEA). This method is similar to DMA, but instead of imparting a periodic mechanical input to the material, it uses a periodic electrical signal that causes the ionic constituents in the material to oscillate. This motion is detected and measured as ionic mobility, which is high in the pre-cured raw material and becomes increasing constrained as the crosslink structure develops.
While DEA was initially used as a benchtop lab technique, much like DMA, it was soon discovered that sensors could be developed for placement into a mold so the crosslinking process could be monitored in real time while manufacturing parts. This capability was demonstrated at NPE in 1991 at the booth of BMC Corp. Unfortunately, more than 30 years later, most thermoset molding processes still treat the mold like a black box where the curing process is invisible and mysterious, and nobody knows what is happening to the material until the mold opens.
This brings us to the topic of process control and the lack of sophistication in the thermoset industry in this endeavor when compared to thermoplastics. This difference in technology between the two branches of our industry is at least, in part, responsible for the minority status of thermosets. Once the dominant materials in our industry, crosslinked materials have been relegated to small market segments such as seals, O-rings, gaskets, some electrical components, composites and LSR parts for optical and medical device applications.
Yet there are real benefits to crosslinked materials that indicate they should be used more widely. In our next installment, we will look at the barriers that need to be overcome if thermosets are to regain some of the market share they have lost to thermoplastics over the last 75 years.
About the Author: Michael Sepe is an independent materials and processing consultant based in Sedona, Arizona, with clients throughout North America, Europe and Asia. He has more than 45 years of experience in the plastics industry and assists clients with material selection, designing for manufacturability, process optimization, troubleshooting and failure analysis. Contact: 928-203-0408 • mike@thematerialanalyst.com

Related Content

Prices of All Five Commodity Plastics On the Way Up
Despite earlier anticipated rollover in prices for most of the volume commodity resins, prices were generally on the way up for all going into the third month of first quarter.
Read More
Prices Up for All Volume Resins
First quarter was ending up with upward pricing, primarily due to higher feedstock costs and not supply/demand fundamentals.
Read More
Polymer Science for Those Who Work With Plastic — Part 1: The Repeat Unit
What are the basic building blocks of plastics and how do they affect the processing of that material and its potential applications in the real world? Meet the repeat unit.
Read More
Part 3: The World of Molding Thermosets
Thermosets were the prevalent material in the early history of plastics, but were soon overtaken by thermoplastics in injection molding applications.
Read MoreRead Next

See Recyclers Close the Loop on Trade Show Production Scrap at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair recovered and recycled all production scrap at NPE2024.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More