
On Site: Evolution of a One-Stop High-Tech Thermoformer
A company that started as a toolmaker has evolved into a thermoforming solutions provider

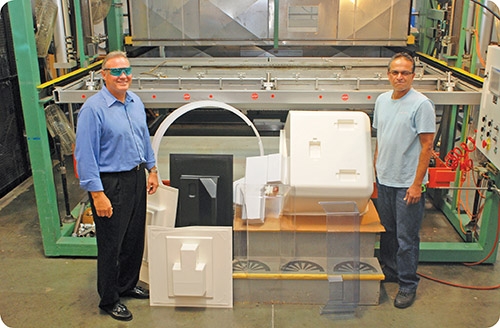
Ajax CEO Todd Lovejoy (left, with thermoforming operator James Prasad) has positioned the California-based processor as an engineering-based firm that provides solutions for its customers.
Ajax uses vacuum forming for prototyping and short to medium runs of large, thick-gauge parts like this ABS cover.

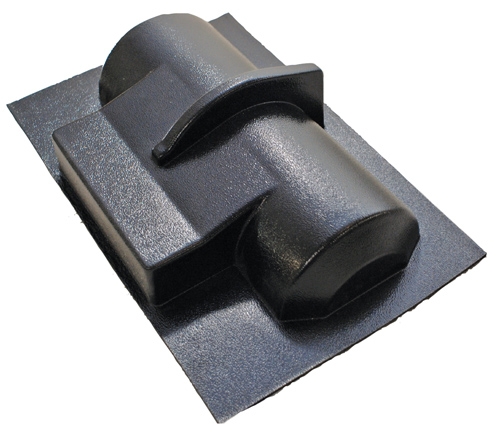
This bottom of a tank assembly is made of PP and demonstrates Ajax’s full capabilities in thermoforming, welding and machining.
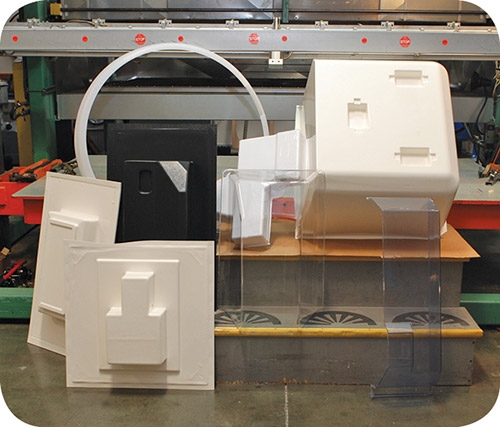
Ajax makes a range of products using virtually all thermoforming techniques for customers in medical/biomedical, semiconductor, data communications and food-processing equipment.

What started 65 years ago as a toolmaker producing patterns for high-pressure valves and pumps for the likes of American Can Co., United Iron Works, and Bethlehem Steel has evolved into a full-service, one-stop thermoformer supplying complex plastic and metal parts for the medical/biomedical, semiconductor, data-communication, and food-process equipment industries.
It’s the story of Ajax Custom Manufacturing , a privately owned firm in Union City, Calif., that does vacuum and pressure forming, drape forming, brake forming, and cold forming in a 55,000-ft² headquarters facility it opened in 2005. Ajax has an additional 20,000 ft² of manufacturing and inventory space at another plant in Union City, plus another 8000 ft² in Austin, Tex. to support semiconductor equipment manufacturing. Ajax employs 120 people at these three locations.


Ajax is yet another example of a processor that no longer considers itself just a parts maker. Its new CEO, Todd Lovejoy, and his management team are working to position the company as a world-class “solutions provider” for its customers. “Being an engineering-driven company that can provide solutions to our customers is our ultimate goal. To provide solutions versus simply producing products is what distinguishes Ajax as a value-added supplier,” says Lovejoy.
Ajax is currently certified to ISO 9001:2008 and ISO 13485:2003. “Maintaining these certifications is a key part of Ajax’s commitment to its customers,” adds Lovejoy. “Over the first quarter of next year we intend to add AS-9100 registration [a quality-systems standard for the aerospace industry] to our quality resources, allowing even greater partnerships with our customers. Continuous process improvement is not just a concept at Ajax; it is something that all employees are invested in. Ajax is committed to keeping America strong by providing competitive engineering and manufacturing solutions in the U.S.”
IT STARTED WITH MOLDS
In the early 1970s, utilizing its experience in pattern making and working with foundries, Ajax developed cast-aluminum molds to vacuum form sheet on single-station machines. It later added large three-station linear vacuum-forming capability, opening opportunities for medium-volume formed parts.
In the mid-1980s, Ajax began providing expertise and production capabilities for the emerging semiconductor industry, as well as for military and medical equipment. “The semiconductor industry presented unique challenges due to the harsh chemicals being used in new processes,” states Lovejoy. “Suggesting materials and assisting with designs became commonplace for Ajax engineers. We produced, and still produce, plastic covers, panels, liquid holding tanks, and various other parts for these customers.”
In the early 1990s, Ajax expanded its manufacturing capabilities by adding CNC machining equipment. Since that time, the company has invested heavily in the most current technology for milling, routing, cutting, and forming of sheet. In addition, Ajax’s tooling department has supplemented the traditional pattern and moldmaking process with CNC equipment to cut tooling directly from customer data files to produce machined aluminum molds and tooling.
Ajax uses pressure forming for short and medium runs (from 10 to 1000 pieces/yr). Applications include equipment enclosures, control panels, and monitor bezels. Ajax mostly pressure forms ABS and polyethylene sheet. This process is well suited to market-sampling trials and short-life-cycle products.
Compared with injection molding, pressure forming utilizes tooling that’s as much as 90% less costly and decreases turnaround time by as much as 80% for product development, states Bob Galver, Ajax’s chief engineer. “This process produces sharp detail and tight corner radii; exquisite design aesthetics; embossed logos, vents, negative or zero drafts and undercuts, molded texture or painted finish, and higher impact strength than injection molded parts,” Galver points out.
One of the challenges of pressure forming is the sophistication of the molds. Ajax has a long history of designing and producing pressure-forming molds for all types of customers in all types of industries. Aluminum is typically the material of choice for production parts because of its cost and durability advantages. For prototyping and development work, Ajax selects the tooling material based on the project cost, delivery schedule, and performance requirements.
At Ajax, part production does not end with thermoforming. After trimming, additional features are added by die cutting, routing, CNC milling, hot-gas welding, or chemical bonding to produce the final part.
CNC milling is used to drill mounting holes, trim the part, or add features needed to position additional parts for welding or chemical bonding. This machining is done on large-table CNC routers, typically with 5-axis capability. It can also be done on vertical CNC machines with 3-, 4-, or 5-axis capability.
Hot-gas welding is used to add drains, structural supports, mounting supports, or lifting features. This process can also be used to create an assembly from multiple formed parts. Ajax uses clean dry air or nitrogen gas, both of which can produce welds that are structurally sound and free from contamination.
Chemical bonding is used when heat from hot-gas welding would deform or damage the part, or the material used in the part is not suitable for welding. For example, chemical bonding is preferred for clear, acrylic-formed parts and is usually followed by polishing, which can be done mechanically (with a polishing compound), chemically, or by heating (flame polishing).
A challenge in the pressure-forming process is to control the material’s forming temperature. Ajax has worked with domestic thermoforming equipment manufacturers to develop the precision electronic controls needed to maintain part-to-part consistency. Ajax’s total equipment inventory includes four thermoformers from Maac Machinery Corp., Carol Stream, Ill., and 27 CNC machines and various mills and lathes furnished by Fadal CNC, Meridian, Ind., and Haas Automation Inc., Oxnard, Calif.
Ajax also relies on the latest tools to help customers optimize part design. “Often a design can be optimized to produce a better part simply by altering some features or angles,” says Galver. “Our Programming Dept. can take a part from drawing to production and provide complete tooling and fixturing requirements,” states Galver. “Design files are sent to our FTP site. We can accept most file formats, including SolidWorks, AutoCAD, MasterCam, and SurfCam.
SolidWorks and SurfCam are the current design tools used by Ajax. In some instances, Ajax is called in by a customer after the initial design of a part has been completed. Ajax will work with the customer’s design team to finalize mechanical dimensions and material selection. Ajax also works with customer design teams on assemblies that include parts to be produced by Ajax.
WHEN VACUUM FORMING MAKES SENSE
Ajax uses vacuum forming for large, lightweight parts or textured or colored parts that eliminate finishing. Vacuum-forming tooling can be made from any material that does not melt, deform, or outgas at the forming temperature, states Galver. “Instead of a precision-machined metal mold, a mold made from medium-density fiberboard can be used. Because of the ease of creating a mold, turnaround time for a part is days instead of weeks,” he says.
Applications for vacuum formed parts include panel covers, trays, guards, pans, and tanks. Typical sheet materials are ABS, polycarbonate, acrylic, polystyrene, and HDPE.
The vacuum forming process is well suited to prototyping and short- to medium-run production of thick-gauge parts, notes Lovejoy. During the prototype phase the material thickness and type can be changed without any effect on the mold.
Making changes to the mold profile is also relatively simple and rapid. Using textured materials or pre-decorated sheets makes a final finishing step such as painting unnecessary. However, painting is an option if a specific or exact color match is required.
For thin-gauge parts such as packaging, clamshells, etc., vacuum forming is Ajax’s primary method of processing. The rapid speed of inline forming (typically a 5- to 15-sec cycle) allows for medium volumes to be achieved at very competitive costs.
Ajax uses the same equipment for vacuum and pressure forming. This takes advantage of the precision electronic controls for maintaining part-to-part consistency. The determination of which process to use depends on material, complexity of the features and tolerances, and size of the part to be formed.
Drape forming is another tool in Ajax’s processing repertoire. It is similar to straight vacuum forming except that after the sheet is framed and heated, it is mechanically stretched, and a pressure differential is then applied to form the sheet over a male mold. In this case, however, the sheet touching the mold remains close to its original thickness. Drape forming can also be used with gravitational force alone.
It is possible to drape-form items with a depth-to-diameter ratio of approximately 4:1; however, the technique is more complex than straight vacuum forming. For drape forming, male molds are easier to build and generally cost less than female molds; however, male molds are more easily damaged. For multicavity forming, such as tote trays, female molds are preferred because they do not require as much spacing as male molds.
Ajax is bullish on thermoforming’s future. Says Lovejoy, “Companies in all industries are constantly looking to increase performance, decrease costs, and reduce development time. Sheet metal, injection molding, and other technologies are not always viable options. Thermoforming presents alternatives to companies that other technologies do not.
Ajax has seen an increase in calls from customers who are exploring alternatives to sheet metal, Lovejoy states. “Equipment covers, equipment enclosures, panels, and equipment cases are just a few of the components customers are considering changing from metal to plastics,” he says.








Related Content

Custom Injection Molder Plugs into All Electric Machines
Formerly a showroom for early-aughts-era Van Dorn hydraulics, the newest additions to Drummond Industries’ transforming fleet are all-electric Niigata injection molding machines.
Read More
Thermoformer Maximizes Productivity with 3D Printing
Productive Plastics has created an extensive collection of 3D printed manufacturing aids that sharply reduce lead times.
Read More
Molder Opts for Machine Flexibility for Complex Jobs
AE Plast opted for tiebarless multimaterial Engel victory machines as it took on complex parts for the appliance and power tool market, including a 3K housing for Dremel’s rotary tool.
Read More
Injection Molder Changes Up Color Changes
An injection molder of trash cans, pallets, totes and other plus-size components, Rehrig Pacific’s machine fleet is composed of larger tonnage presses whose size makes material changes at the feed throat a potentially dizzying exercise.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More